






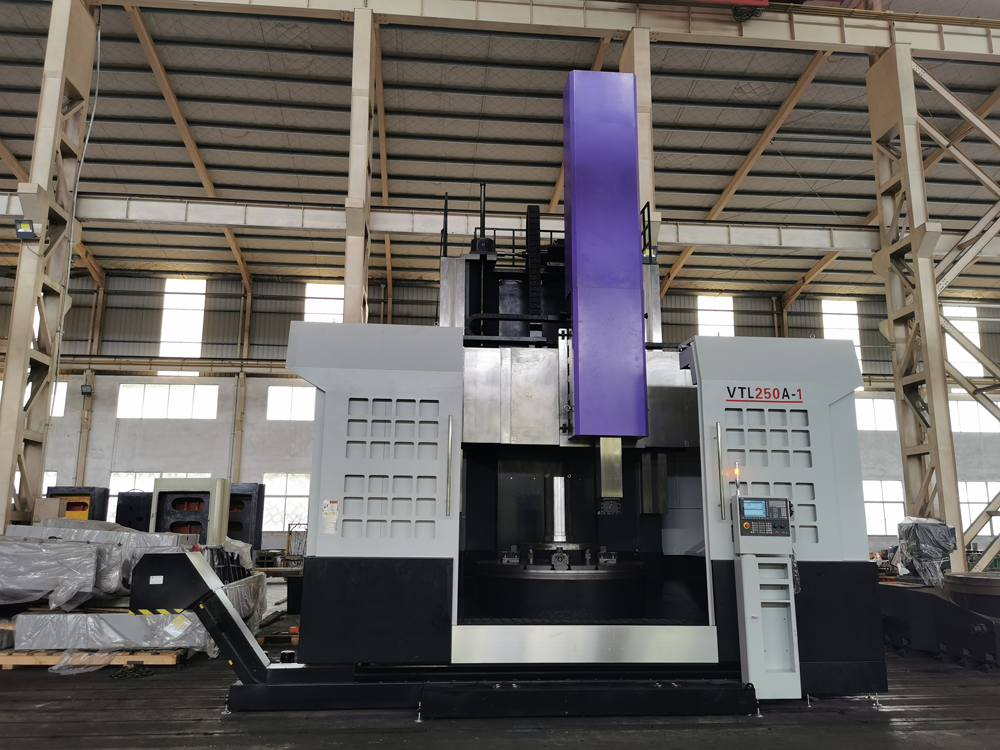
بڑے پیمانے پرCNC عمودی لیتھزبڑے پیمانے پر مشینری ہیں، جو بڑے شعاعی طول و عرض اور نسبتاً چھوٹے محوری طول و عرض، اور پیچیدہ شکلوں کے ساتھ بڑے اور بھاری ورک پیس پر کارروائی کے لیے استعمال ہوتی ہیں۔ مثال کے طور پر، بیلناکار سطح، اختتامی سطح، مخروطی سطح، بیلناکار سوراخ، مختلف ڈسکس کے مخروطی سوراخ، پہیوں اور ورک پیس کے سیٹ کو بھی تھریڈنگ، کروی سطح، پروفائلنگ، ملنگ اور پیسنے کے لیے اضافی آلات کی مدد سے پروسیس کیا جا سکتا ہے۔
بڑے پیمانے پر معاون وقتCNC VTL مشینبہت مختصر ہے. یہ تمام پروسیسنگ مواد کو ایک ہی کلیمپنگ میں مکمل کر سکتا ہے۔ اعلی سختی کے ساتھ کھلے فکسچر کو منتخب کرنے کی کوشش کریں، جو ٹول کے راستے میں مداخلت نہیں کر سکتا، اور اسپنڈل اسٹروک کی حد میں ورک پیس کی پروسیسنگ کو مکمل کر سکتا ہے۔ ایک انتہائی خودکار مشین ٹول کے طور پر، استعمال کی مدت کے بعد مختلف الارم ظاہر ہوں گے۔ کچھ سسٹم کی خرابیاں ہیں، کچھ غلط پیرامیٹر سیٹنگز ہیں، اور کچھ مکینیکل فیل ہیں۔ پرستار کے الارم ان میں سے ایک ہیں۔
 جب ایسی صورت حال ہو تو پہلے اندرونی پنکھے کو چیک کریں۔ اگر یہ نہ مڑتا ہے تو اسے الگ کر کے دیکھ لو۔ اگر یہ بہت گندا ہے تو اسے لگانے سے پہلے اسے الکحل یا پٹرول سے صاف کریں۔ اگر کوئی الارم ہے، تو آپ کو سرو ایمپلیفائر کو تبدیل کرنا ہوگا۔ ہائی کورٹ ظاہر ہوتا ہے۔ موجودہ الارم، بنیادی طور پر ڈی سی کی طرف غیر معمولی کرنٹ کا پتہ لگانے کے لیے، پہلے سرو پیرامیٹرز کو دیکھیں، اور پھر موٹر پاور لائن کو ہٹا دیں۔ مدت کے دوران، سرو ایمپلیفائر کو تبدیل کرنے کے لیے ایک الارم ہے۔ کوئی الارم نہیں ہے۔ موٹر اور پاور لائن کو دوسرے محور کے ساتھ تبدیل کریں تاکہ یہ معلوم کیا جا سکے کہ آیا یہ موٹر ہے یا پاور لائن۔ مسئلہ: اگر J ڈسپلے پر ظاہر ہوتا ہے، تو یہ اس بات پر منحصر ہے کہ آیا یہ پی سی کا مسئلہ ہے۔ چیک کریں کہ آیا مدر بورڈ، انٹرفیس کنورژن بورڈ اور PCRAM کنٹرول بورڈ ڈیوائس درست ہیں، اس کی وجہ کا تعین ہونے تک اسے تبدیل کریں اور ڈیبگ کریں، اور پھر مسئلہ کا ازالہ کریں۔
جب ایسی صورت حال ہو تو پہلے اندرونی پنکھے کو چیک کریں۔ اگر یہ نہ مڑتا ہے تو اسے الگ کر کے دیکھ لو۔ اگر یہ بہت گندا ہے تو اسے لگانے سے پہلے اسے الکحل یا پٹرول سے صاف کریں۔ اگر کوئی الارم ہے، تو آپ کو سرو ایمپلیفائر کو تبدیل کرنا ہوگا۔ ہائی کورٹ ظاہر ہوتا ہے۔ موجودہ الارم، بنیادی طور پر ڈی سی کی طرف غیر معمولی کرنٹ کا پتہ لگانے کے لیے، پہلے سرو پیرامیٹرز کو دیکھیں، اور پھر موٹر پاور لائن کو ہٹا دیں۔ مدت کے دوران، سرو ایمپلیفائر کو تبدیل کرنے کے لیے ایک الارم ہے۔ کوئی الارم نہیں ہے۔ موٹر اور پاور لائن کو دوسرے محور کے ساتھ تبدیل کریں تاکہ یہ معلوم کیا جا سکے کہ آیا یہ موٹر ہے یا پاور لائن۔ مسئلہ: اگر J ڈسپلے پر ظاہر ہوتا ہے، تو یہ اس بات پر منحصر ہے کہ آیا یہ پی سی کا مسئلہ ہے۔ چیک کریں کہ آیا مدر بورڈ، انٹرفیس کنورژن بورڈ اور PCRAM کنٹرول بورڈ ڈیوائس درست ہیں، اس کی وجہ کا تعین ہونے تک اسے تبدیل کریں اور ڈیبگ کریں، اور پھر مسئلہ کا ازالہ کریں۔

بڑے CNC کی دیکھ بھال میں کن امور پر توجہ دینے کی ضرورت ہے۔VTL مشینی?
1. ہر بار مین موٹر کو شروع کرنے کے بعد، سپنڈل کو فوری طور پر شروع نہیں کیا جا سکتا. پھسلن پمپ کے عام طور پر کام کرنے اور تیل کی کھڑکی تیل کے ساتھ آنے کے بعد ہی، مشین ٹول کو کام کرنے دینے کے لیے اسپنڈل کو شروع کیا جا سکتا ہے۔
2. سکرو صرف اس وقت استعمال کیا جا سکتا ہے جب دھاگوں کو موڑتے ہوئے اس کی درستگی اور زندگی کو یقینی بنایا جا سکے۔
3. کے اندر اور باہر کو برقرار رکھیںمشین کا آلہصاف ہونے کے لیے، مشین کے پرزے مکمل ہیں، سکرو راڈز اور پالش کی سلاخیں تیل سے پاک ہیں، اور گائیڈ ریل کی سطحیں صاف اور برقرار ہیں۔
4. ہر چکنا کرنے والے مقام کی چکنا کرنے کا کام مخصوص تقاضوں کے مطابق کریں (تفصیلات کے لیے مشین ٹول لبریکیشن سسٹم کے لیبل ہدایات دیکھیں)۔
5. باقاعدگی سے چیک کریں اور وی بیلٹ کی جکڑن کو ایڈجسٹ کریں۔CNC عمودی لیتھ.
6. تیل پمپ کی کام کرنے کی حالت کو چیک کرنے پر توجہ دیں تاکہ یہ یقینی بنایا جا سکے کہ ہیڈ باکس اور فیڈ باکس میں چکنا کرنے والا تیل کافی ہے۔ ہر ٹینک میں چکنا کرنے والا تیل ہر تیل کے معیار کے مرکز سے کم نہیں ہونا چاہئے، بصورت دیگر خراب چکنا کرنے کی وجہ سے مشین ٹول کو نقصان پہنچے گا۔
7. ہر ہفتے بیڈ سائیڈ باکس کے آئل انلیٹ میں آئل فلٹر کاپر میش صاف کریں تاکہ یہ یقینی بنایا جا سکے کہ چکنا تیل صاف ہے۔
8. جب تکلا تیز رفتاری سے گھوم رہا ہو، کسی بھی حالت میں آپ کو شفٹنگ ہینڈل کو نہیں کھینچنا چاہیے۔

پوسٹ ٹائم: نومبر-24-2021